
Repmold: The Expert Guide to Replication Molding (2026)
Most people who search for repmold in May 2026 fall into one of two camps. Either they are a designer or engineer trying to move a product from concept to reality faster and cheaper than traditional methods allow. Or they simply encountered the term and want to understand what it actually means.
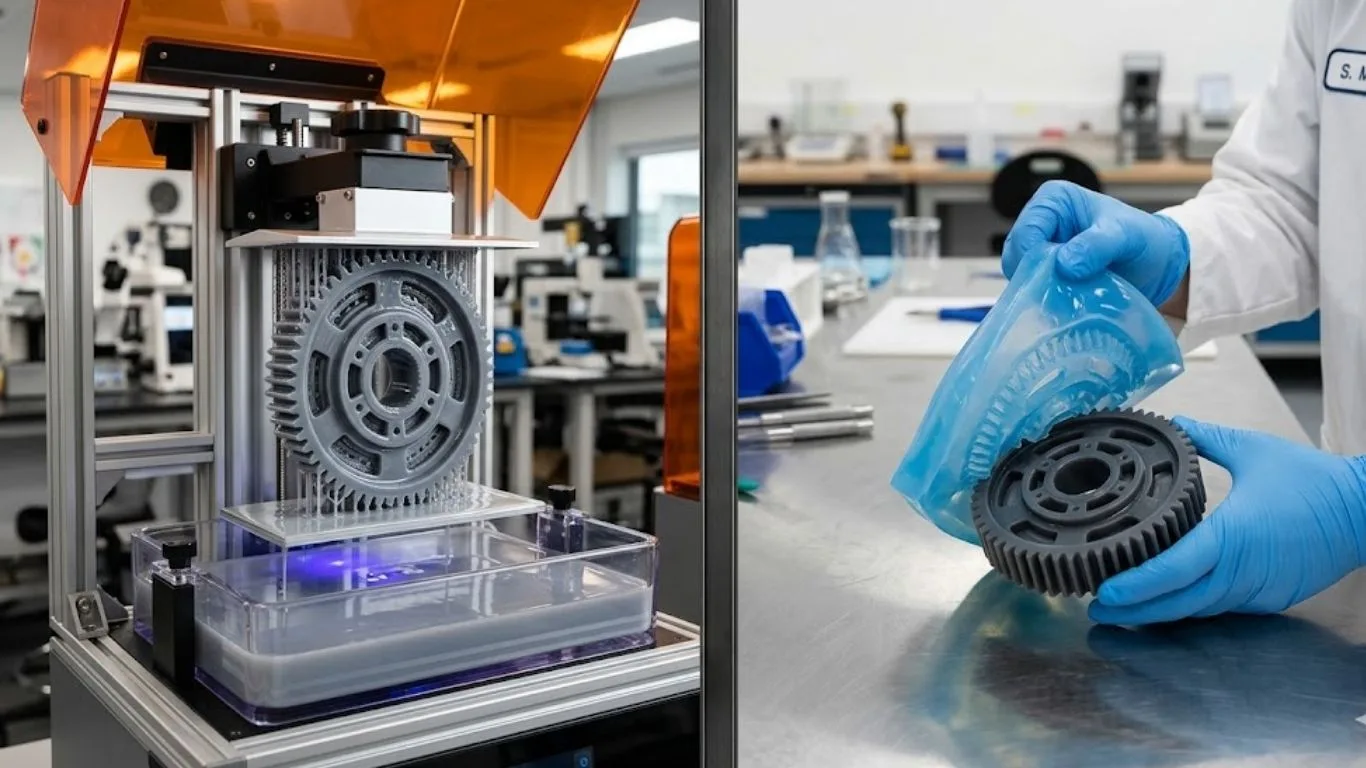
Either way, this guide gives you the full picture. Repmold refers to the process of replication molding, a method that combines digital design, 3D printing, and casting to reproduce parts accurately, quickly, and at a fraction of conventional tooling costs.
By the end of this article, you will understand how repmold works from start to finish, which materials and tools are involved, which industries rely on it most in 2026, and how to decide whether it is the right process for your next project.
What Is Repmold? The Clearest Definition Online
Repmold is short for replication molding. It is a manufacturing approach where a master model (usually produced through 3D printing or CNC machining) is used to create a mold, and that mold is then used to reproduce multiple copies of the original part. The process bridges the gap between prototype development and full production runs.
Unlike conventional injection molding, which demands expensive steel tooling and long lead times, repmold uses flexible mold materials like silicone or urethane resin. These materials can capture fine details while being far cheaper and faster to produce. A traditional metal mold can cost tens of thousands of dollars and take six to ten weeks to build. A repmold silicone mold can be ready in two to five days for a few hundred dollars.
The term appears across manufacturing forums, maker communities, dental labs, and product design studios because it solves a real and common problem: how do you make multiple accurate copies of something without breaking your budget?
Why Repmold Is Different From Injection Molding
Injection molding forces molten material into a closed metal mold under high pressure. It is ideal for millions of identical parts but nearly impractical for low volumes. Repmold works the opposite way. You build a flexible or open mold around a master, then pour or cast material into it. This open or gravity-cast approach works beautifully for runs of one to several hundred units, and it costs a fraction of the tooling investment.
How Repmold Works: The Full Process Step by Step
Understanding the repmold process end-to-end helps you evaluate whether it fits your project. Here is how it actually works in a professional setting in 2026.
Step 1: Digital Design and Master Model Creation
Everything starts with a precise 3D model. Designers build this in CAD software like Solidworks, Fusion 360, or Rhino 3D. Once the digital model is finished, it gets printed using a 3D printer (usually an FDM, SLA, or SLS printer depending on the detail required) or machined using a CNC router. This physical object becomes the master model, the template around which the entire mold is formed.
The quality of the master model determines the quality of every copy. Surface finish imperfections, layer lines from 3D printing, or dimensional errors all transfer directly into the mold. Professional repmold users sand, prime, and coat their master models before molding to ensure clean results.
Step 2: Mold Box Setup and Mold Pouring
The master model is placed inside a containment box, either a purpose-built frame or an improvised enclosure. Mold release agent is applied to the master to prevent the mold material from bonding to it. Then liquid silicone rubber or urethane mold rubber is mixed, degassed (to remove air bubbles using a vacuum chamber), and poured around the master.
After curing, which typically takes 8 to 24 hours depending on the material and cure method, the mold is carefully opened and the master is removed. What remains is a flexible, precise negative of the original part.
Step 3: Casting the Final Parts
The finished mold is filled with casting material. This could be polyurethane resin, epoxy resin, gypsum, concrete, wax, or even low-melt metal alloys depending on the end-use requirements. The casting material cures, the mold is opened, and the finished part comes out. A good silicone mold can typically produce 20 to 50 high-quality castings before it starts to degrade.
Batch Size and Mold Life
Think about a product designer in Karachi testing a grip handle for a power tool prototype. She needs ten copies for ergonomic user testing. Traditional injection tooling would cost more than the entire prototype budget. With repmold, she designs her master overnight, prints it in the morning, pours the silicone mold that afternoon, and casts ten urethane copies within three days. Total tooling cost: under $150.
Materials Used in Repmold: Choosing the Right One

Material selection in repmold directly affects how detailed, durable, and reusable the final output is. There is no single right answer. The best material depends on what you are making.
Mold Materials
Platinum-cure silicone rubber is the gold standard for most repmold applications. It captures fine details accurately, flexes without tearing around complex undercuts, and resists chemical reactions with most casting materials. Brands like Smooth-On (a widely used U.S. company specializing in specialty chemicals for moldmaking) produce silicone rubbers specifically rated for different Shore hardness levels, letting users match the mold flexibility to their part geometry.
Tin-cure silicone is cheaper but slightly less stable over time. It can inhibit certain urethane castings, a problem platinum-cure silicone avoids.
Urethane rubber molds are harder and less flexible than silicone, but produce excellent surface finish and are better suited to casting materials like wax or low-temperature metals. They are a good choice when the part has simple geometry without deep undercuts.
Casting Materials
Urethane resins are the most widely used casting materials in repmold. Companies like Smooth-On and Alumilite (both American specialty chemical manufacturers) produce urethane systems with Shore hardnesses ranging from soft foam-like materials to rigid engineering-grade plastics. Users can get very close to the look, feel, and function of injection-molded parts without the tooling cost.
Epoxy resins produce harder, stiffer parts. They are well-suited for display models, jigs, and fixtures where dimensional stability matters more than impact resistance.
Gypsum and plaster are used heavily in architectural, dental, and artistic applications where cost is the primary concern and great detail matters more than strength.
What Is Repmold Used For?
Repmold is used to produce small batches of accurate parts across many industries. It is most common in product prototyping, dental laboratory work, jewelry production, architectural model making, automotive part duplication, electronics enclosures, and art reproduction. Because repmold does not require expensive metal tooling, it works for quantities from one unit to a few hundred. The process takes days, not weeks.
Industries That Rely on Repmold in 2026
The repmold process appears across a surprisingly wide range of sectors. Each one uses it to solve the same core problem: getting accurate copies of something without the cost and delay of traditional tooling.
Medical and Dental
Dental laboratories use repmold constantly to duplicate impressions, produce temporary crowns, create surgical guides, and manufacture orthodontic appliances. The University of California San Francisco School of Dentistry has long incorporated replication molding into its dental technology curriculum, recognizing it as a foundational skill for modern lab work. In prosthetics, repmold enables the creation of custom socket liners and cosmetic covers.
Automotive and Aerospace
Both industries use repmold for rapid design validation. An automotive designer needs ten copies of a dashboard button cluster to test human factors. A repmold silicone tool delivers those copies in two days. Aerospace companies use repmold to produce wind tunnel test models and non-structural prototype components that would take months to machine conventionally.
Consumer Products and Packaging
Small consumer goods companies use repmold to test product form and ergonomics before committing to production tooling. Packaging designers use it to evaluate how a product sits in its container. In May 2026, the product development cycle for many DTC (direct-to-consumer) brands relies on repmold as a standard rapid prototyping step.
Education and Maker Communities
Fablabs, universities, and makerspaces worldwide have adopted repmold as a core fabrication skill. MIT’s Media Lab has documented replication molding techniques in its fabrication research since the early 2000s. In 2026, access to desktop 3D printers and affordable silicone materials has made repmold accessible to high school students, hobbyists, and independent inventors
Repmold vs Traditional Mold Making: A Direct Comparison
Understanding what repmold does well and where conventional tooling still wins helps you make smart decisions for your project.
| Factor | Repmold | Traditional Injection Molding |
| Lead Time | 2 to 5 days | 6 to 12 weeks |
| Tooling Cost | $50 to $500 | $5,000 to $100,000+ |
| Part Volume | 1 to 500 units | 1,000 to millions |
| Detail Accuracy | High (surface-dependent) | Very high |
| Material Options | Wide (urethane, epoxy, gypsum) | Limited to thermoplastics |
| Design Changes | Easy and low-cost | Expensive and time-consuming |
| Equipment Needed | Minimal (mixing, degassing, curing) | Injection molding machine |
| Best For | Prototypes, short runs, custom parts | Mass production |
The global industrial mold market reached $54 billion in 2025 and is forecast to grow to $75 billion by 2030, according to The Business Research Company (April 2026). That figure covers all mold types, but it signals just how central mold-based manufacturing remains across every major industry.
How Repmold Connects to 3D Printing and Digital Manufacturing
Repmold does not compete with 3D printing. It extends it. Here is why that distinction matters.
A 3D-printed part directly from a desktop printer often has visible layer lines, limited material options, and surface finish that is not acceptable for end-use testing or client presentations. Repmold solves this by using the 3D print as a master pattern only. The mold captures the geometry, and the cast copy comes out in a proper engineering material with smooth surfaces.
This two-step approach gives designers access to the speed of digital fabrication and the material properties of conventional casting. According to IBISWorld (November 2025), the U.S. 3D printing and rapid prototyping services industry grew at a CAGR of 13.7% over five years and reached $4 billion in 2025, with a 31.8% spike in 2025 alone. A significant portion of that growth connects directly to repmold workflows, where 3D-printed masters feed silicone mold production.
The Mistake Most Beginners Make With Repmold in 2026
Here is the one thing that separates successful repmold users from frustrated ones: they underestimate surface preparation on the master model.
Most beginners print a master, brush on some mold release, pour silicone, and wonder why the cast parts come out with rough, grainy surfaces. The problem is not the mold material. It is the master. Every texture, every layer line, every sanding scratch in the master transfers perfectly into the silicone and then into every single casting.
Professional repmold users treat surface finishing as seriously as the design itself. After printing, they fill and sand with automotive spot filler putty, prime with a high-build spray primer, wet-sand to at least 400 grit, and sometimes polish to 1000 grit for optical-quality surfaces. The extra two to three hours spent finishing the master saves significant time later because a good master produces good castings from the first pour.
The same logic applies to degassing. Skipping the vacuum degassing step when mixing silicone mold rubber almost guarantees tiny bubbles in critical detail areas. A simple vacuum chamber (available for under $100) eliminates this problem entirely.
The repmold process rewards preparation. Shortcuts at the master stage become permanent problems in every copy.
What Is the Difference Between Repmold and Urethane Casting?
Urethane casting is a type of repmold. Repmold is the broader process of replication molding, which includes making the silicone mold and casting parts from it. Urethane casting specifically refers to using polyurethane resin as the casting material inside the repmold. Other repmold processes use different casting materials like epoxy, gypsum, or wax. Urethane casting is the most popular form of repmold in product development and prototyping because urethane resins closely mimic injection-molded plastic properties.
Repmold for Sustainable Manufacturing: What Competitors Miss
No competing article on repmold addresses this topic, but it matters in 2026 when sustainability drives purchasing decisions across industries.
Repmold reduces waste in several specific ways. First, it eliminates the material waste of subtractive manufacturing like CNC machining, which cuts away large amounts of raw material to produce a single part. Second, silicone molds are reusable across dozens of castings, spreading the environmental cost of mold production across multiple units. Third, many urethane and epoxy casting systems are now available in bio-based formulations. Companies like Entropy Resins in California produce plant-based epoxy systems that work in standard repmold workflows without changing the process.
The North American rapid prototyping market was expected to exceed $8 billion by 2025 according to the U.S. Census Bureau, with mold prototyping representing a meaningful share. As sustainability requirements tighten across EU and North American markets, the lower energy footprint and waste profile of repmold give it a structural advantage over conventional tooling for short-run production.
Local production also matters here. When repmold happens in-house or near the end-user, it eliminates international shipping for prototypes and short-run parts, cutting the carbon footprint of each unit significantly.
Digital Tools That Make Repmold Work Better
The quality of any repmold project depends heavily on the digital and physical tools supporting it.
CAD software is the foundation. Autodesk Fusion 360 is widely used for product design because of its integrated simulation and 3D printing workflow. SolidWorks remains the standard in mechanical engineering environments. For more organic, free-form shapes, Rhino 3D and ZBrush give designers the flexibility that parametric tools lack.
3D printer selection has a direct impact on master quality. FDM (fused deposition modeling) printers produce adequate masters for non-detailed forms after proper surface finishing. SLA (stereolithography) printers produce smoother, higher-detail masters that require less post-processing before molding. The Formlabs Form 4, released in 2024, significantly reduced print times for SLA masters, making the repmold workflow faster at the front end.
Vacuum degassing equipment removes air bubbles from silicone during mixing and from casting resin during the pour. This single tool is the biggest quality upgrade a beginner can make.
Finally, a pressure pot (a sealed vessel that cures castings under compressed air) drives any remaining micro-bubbles to invisible size. The combination of vacuum degassing for silicone plus pressure casting for urethane parts is the professional standard in 2026.
Read more: Trucofax Explained: Productivity Hub & Gaming Companion 2026
Repmold Checklist: From Concept to Finished Part
Use this checklist to run a clean repmold project from start to finish.
Design and Preparation Phase:
- Finalize your 3D digital model with correct dimensions and draft angles
- Print or machine the master model
- Fill, prime, sand, and polish the master to the desired final surface quality
- Apply mold release agent to all master surfaces
Mold Making Phase:
- Build the mold box around the master
- Mix silicone rubber at the correct ratio per manufacturer spec
- Degas the mixed silicone under vacuum for 5 to 10 minutes
- Pour silicone slowly to avoid trapping air
- Allow full cure time (do not rush; check manufacturer datasheet)
- Demold carefully and inspect for any defects before casting
Casting Phase:
- Mix casting resin at the correct ratio
- Degas casting resin if casting in silicone mold without a pressure pot
- Pour resin into mold; use a pressure pot if available
- Allow full cure before demolding
- Trim sprues, sand parting lines, and finish as required
Frequently Asked Questions About Repmold
What does repmold mean exactly?
Repmold means replication molding. It is the process of making a mold from a master model and using that mold to reproduce accurate copies of the original part. The term is used across product design, manufacturing, dental labs, and arts communities.
How long does a repmold project take from start to finish?
A basic repmold project takes two to five days. Day one covers master model printing and surface prep. Day two covers mold pouring and initial cure. Day three covers mold demolding and first castings. Complex parts with multi-piece molds or slow-cure materials can extend the timeline to a week.
How many parts can you make from one repmold silicone mold?
A well-made platinum-cure silicone mold typically produces 20 to 50 quality castings before the mold begins to degrade. Proper mold release application, avoiding excessive heat, and careful demolding technique extend mold life. Some molds last for 100 or more castings with good care.
Is repmold the same as urethane casting?
Urethane casting is a type of repmold, not the same thing. Repmold is the broader process of replication molding. Urethane casting describes the specific use of polyurethane resin as the casting material within a repmold silicone mold. Other repmold workflows use gypsum, epoxy, concrete, or wax instead.
What is the cheapest way to start with repmold?
The cheapest starting point is tin-cure silicone rubber (around $30 to $50 per kilogram), a basic urethane casting resin, and a hand-printed or purchased master model. You do not need a vacuum chamber to start, but adding one (under $100) quickly becomes worthwhile as your projects grow more detailed.
Can repmold be used for food-safe products?
Yes, with the right materials. Platinum-cure silicone rubbers are available in food-safe grades. Similarly, some epoxy resin systems are certified for food contact once fully cured. Always check the manufacturer’s material safety data sheet and relevant certifications before using any repmold material in food contact applications.
What industries use repmold the most?
In May 2026, repmold is most heavily used in product design and prototyping, dental technology, automotive part duplication, architectural scale modeling, arts and sculpture reproduction, jewelry making, and consumer electronics enclosure development.
Is repmold good for producing medical devices?
Repmold is widely used for non-implantable medical devices and prototypes, dental appliances, and surgical guides. For implantable medical devices, regulatory requirements are far more stringent and typically require ISO 10993-certified materials and validated manufacturing processes. Repmold is generally a prototype and testing tool in regulated medical manufacturing, not a final production method.
How accurate is repmold compared to CNC machining?
Repmold can achieve dimensional accuracy within 0.1 to 0.3 mm for well-executed silicone molds and stable casting materials. CNC machining typically achieves tighter tolerances of 0.01 to 0.05 mm. For most prototyping, ergonomic testing, and functional mock-ups, repmold accuracy is more than sufficient. For precision-fit mechanical components, CNC machining or injection molding remains the better choice.
What is the best silicone to use for repmold?
Platinum-cure silicone is the industry standard recommendation for most repmold applications. Smooth-On’s Mold Star and Dragon Skin series and Alchemetal’s silicone products are commonly used. The best Shore hardness depends on your part geometry. Parts with deep undercuts need softer silicone (Shore 10A to 20A). Shallow parts with simple geometry work well with firmer silicone (Shore 30A to 40A).
Final Thoughts on Repmold in 2026
Repmold is one of those skills that looks complicated from the outside and surprisingly approachable once you try it. The core process has not changed much in decades: make a master, pour a mold, cast your parts. What has changed is the accessibility of the tools. In 2026, desktop 3D printers produce masters in hours. Affordable silicone systems are available from dozens of suppliers. Online fabrication communities share techniques freely.
The industrial mold market reached $54 billion in 2025 and continues growing because mold-based manufacturing is simply fundamental to how products get made. Repmold sits at the accessible, flexible, low-capital end of that spectrum.
If you need one copy of something, 3D print it directly. If you need ten to two hundred copies with real material properties and clean surfaces, repmold is almost certainly the fastest and cheapest path. Master the surface preparation, invest in a vacuum chamber, and pick the right silicone for your geometry. The results will consistently surprise you.
Good repmold practice turns a two-day window and a modest budget into real parts that feel and function like production components, and that is a skill worth having in any fabrication environment.
For further background on the broader category of manufacturing processes that repmold belongs to, the Wikipedia entry on injection moulding provides useful context on traditional methods that repmold is designed to complement or replace for low-volume applications.





